1. LIB Readings
- Recalibrate LIB instruments to ensure accuracy and reliability (CA).
- Conduct immediate verification of readings against reference standards (CA).
Sharing Our Customers Success Stories: Problems Solved, Value Created through Lean Six Sigma and RCA Excellence.
In partnership with McKinsey & Company, the subsea service billing process within an oil & gas company was identified as a critical barrier to cash flow acceleration. Inefficient invoice preparation and submission practices led to delays, poor quality documentation, and extended cycle times,directly impacting customer satisfaction and the company's ability to collect revenue in a timely manner.
Through the joint project, the team implemented structured improvements that enabled the submission of higher-quality invoices, resulting in a cash collection of approximately $27.0M. Additionally, the initiative reduced the invoice cycle time by 60%,significantly improving liquidity, strengthening financial performance, and reinforcing customer trust.
There are separate processes for each client and product category:
There are separate processes for each client and product category:

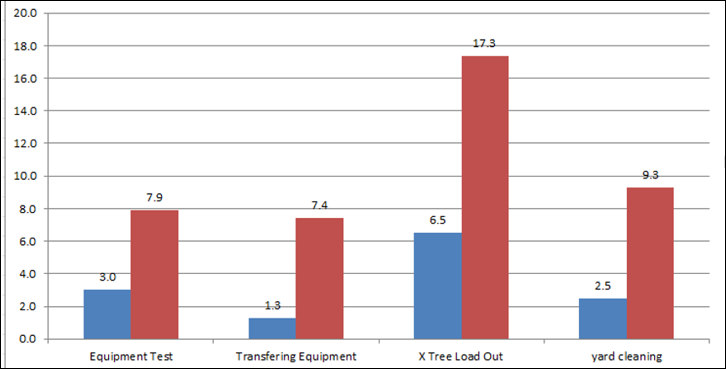
A facility incurred $1.4M in costs for machine and dedicated services due to incorrect equipment selection and excessive non-value-added activities. Observations revealed that approximately 60% of activities performed were non-value-added,significantly contributing to the high expenditure.
 Ampliar
Ampliar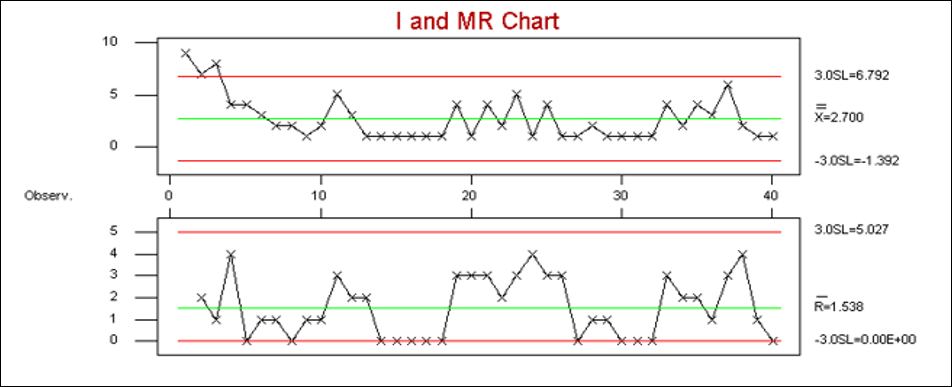 Ampliar
Ampliar
The organization incurred approximately $1.9M in incorrect payments not claimed for reimbursement due to: (1) lack of visibility over reimbursable items, and (2) insufficient communication between Operations and Finance during invoice approval process. The goal of this project is to eliminate incorrect payments and unnecessary costs by improving the current invoice approval workflow.
Ampliar Ampliar
Based on available data, 86% of parts were classified as defective, with some remaining uncalibrated for over 1,500 days. Out of 258 test equipment units, only 38 were available for use. Calibration records were difficult to sort when needed, and equipment was often not tracked when sent to vendors. As a result, many items were found out of date at the time of use, leading to significant delays and lost time.
The site paid for lifting operations on an hourly rate, where cycle time reduction directly impacts business margins. By streamlining processes and eliminating inefficiencies, organizations can significantly lower costs while improving overall operational performance.
 Ampliar
Ampliar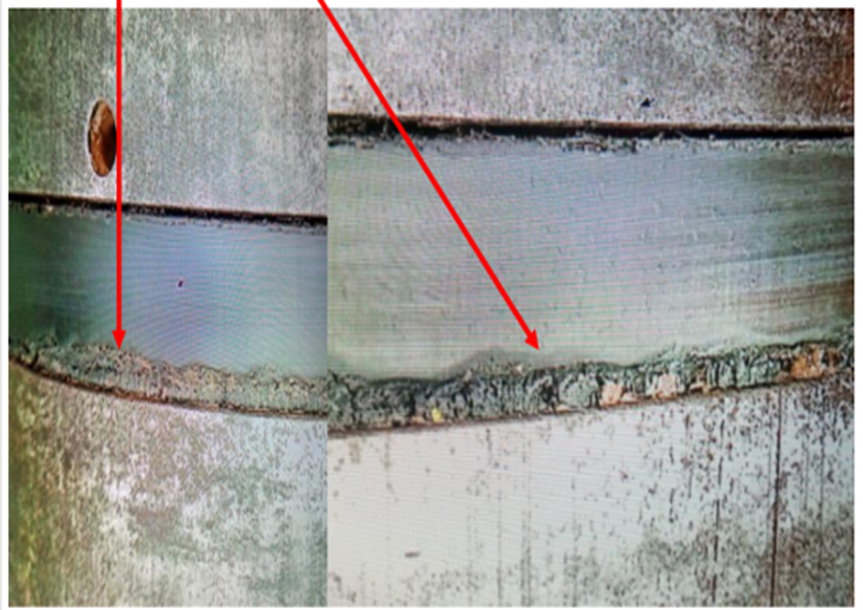
When applying and holding 500 psi to ensure
rubber bulk seal is sealing in the wellhead. Pressure up in increments to 3500 psi to energize
seal - leak was observed on surface on cement head.
Impact:
8 Hrs NPT | Financial
impact: USD 8M
 Ampliar
Ampliar
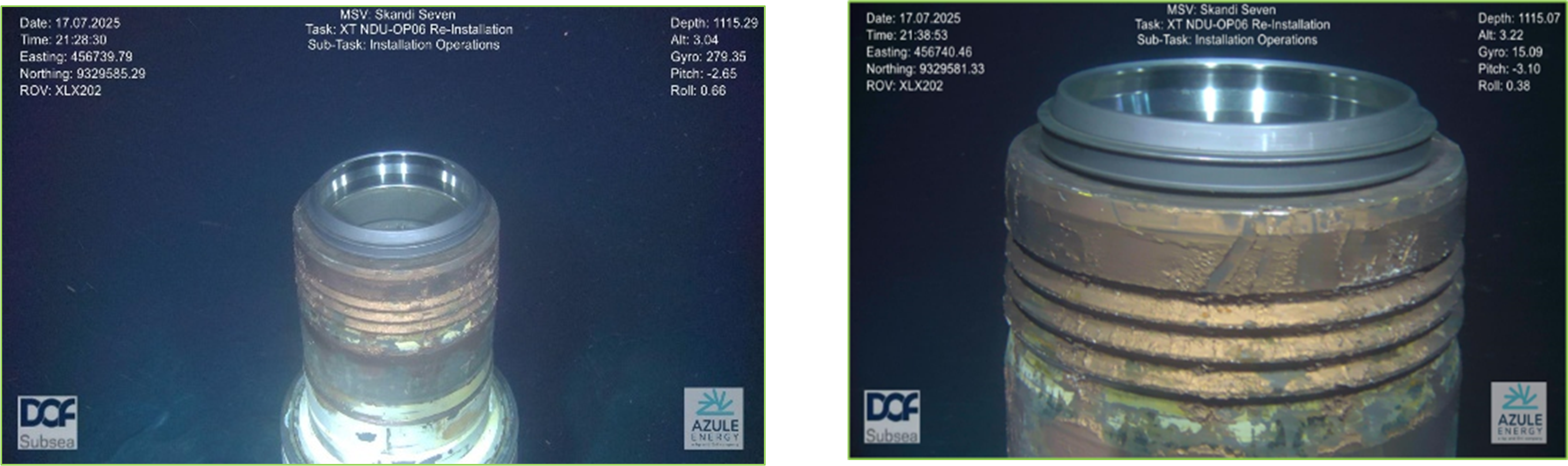
XT landed and locked, but VX Gasket was
found missing upon recovery. Evidence suggests gasket dropped during installation due to
improper retention by pins.Subsequent reinstallation (with new gasket) passed VXT testing.
Impact: 12 Hrs NPT | Financial impact: USD
12M
The investigation could not conclusively identify a single root cause of the dropped gasket. However, evidence strongly suggests that the incident resulted from a combination of interacting factors:
Note: This will allow to have the hydrostatic head pressure in the GRE line, helping the spring to keep the Pin in position during XT Running.
 Ampliar
Ampliar

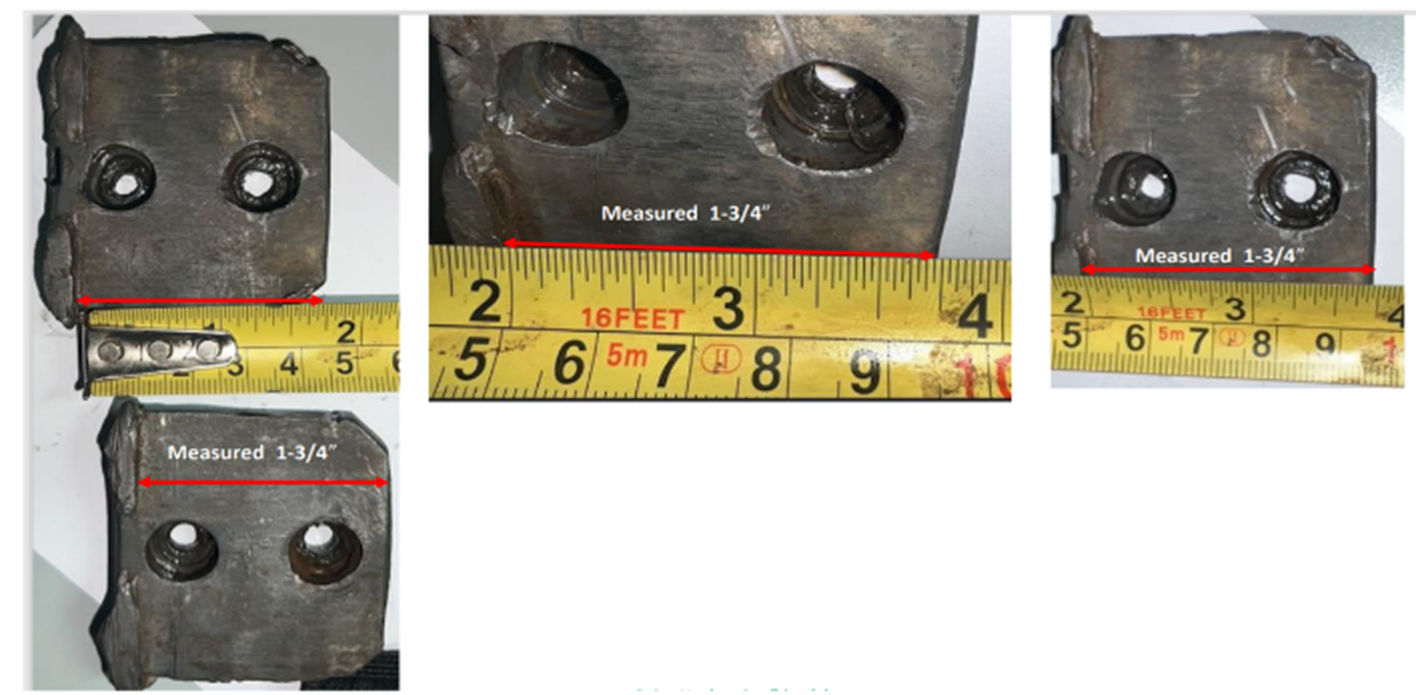
During UCP (PN#A111623-36,
SN#C54333355877-1) installation into the Tubing Hanger profile, the plug landed as per plan but
experienced leaks during pressurization, unsuccessful piston retraction, and pressure anomalies
at BP1/2. Despite repeated troubleshooting (re-pressurization, pumping via BPT ports, and shear
pin verification), the UCP could not be released. The BHA was pulled to surface, revealing the
stand-off pin had not fully stroked, preventing proper travel. Backup UCP preparation and
redress of the primary CPRT+CP were requested by Company and CPY.br />
Impact: 3 Hrs. NPT (Nonproductive Time)
Financial impact: USD 3M
 Ampliar
Ampliar
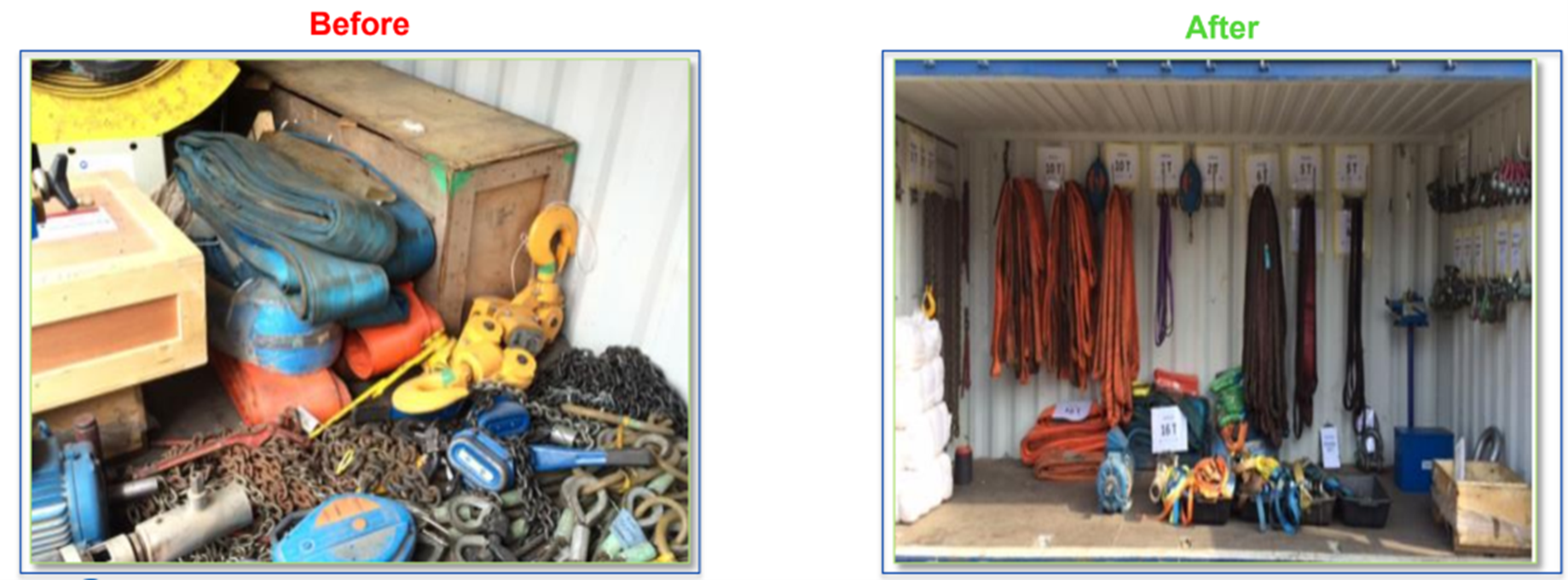
Significant delays occur in locating correct tools due to absence of effective stock control system, resulting in wasted time and reduced productivity.
 Ampliar
Ampliar
Ineffective storage practices, absence of Lean principles, and frequent equipment misplacement creating inefficiencies, delays, and lack of control.
 Ampliar
AmpliarAt CoSigma, we empower individuals and organizations to unlock their full potential by delivering expert guidance and practical knowledge in continuous improvement methodologies.
Implementing Lean Six Sigma Management is a strategic necessity. This study guide highlights how Lean Six Sigma equips you to deliver satisfied customers, reduced costs, and superior quality.
Foundations of Root Cause Analysis explained simply. Apply RCA effectively to identify causes of problems, eliminate recurring failures, and strengthen reliability.